 [罗戈导读]智能制造的兴起,使得大量的企业实施和应用MES,但是与应用ERP所取得的成效一样,MES在实际应用取得收益,并没有像所说的那样成就,似乎并没有带来所期待的核心价值。
[罗戈导读]智能制造的兴起,使得大量的企业实施和应用MES,但是与应用ERP所取得的成效一样,MES在实际应用取得收益,并没有像所说的那样成就,似乎并没有带来所期待的核心价值。


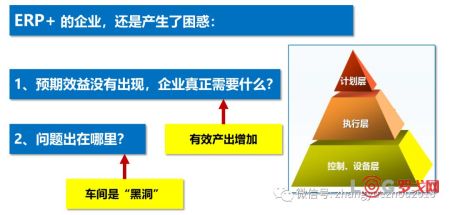
一、不完整MES系统带来的缺陷
智能制造的兴起,使得大量的企业实施和应用MES,但是与应用ERP所取得的成效一样,MES在实际应用取得收益,并没有像所说的那样成就,似乎并没有带来所期待的核心价值。


根据标准的定义,完整的MES系统中应用包含11个标准模块,但是在现实场景中的MES,并不会包含11个模块的完整系统,尤其是不包含【详细调度】、【分派工作单元】两个核心功能时,MES的价值是大打折扣了。
1、从信息系统价值分析
众所周知,信息系统的价值,可以从四个层级定义:记录、关联、能见度和辅助决策。辅助决策的功能,是信息系统最重要的功能。记录、关联、能见度可以说是辅助决策的前置条件,也并不是信息系统的核心价值,只有辅助决策才是人们最期望得到的价值。
2、从工厂的本质来分析
工厂的本质是物料流动:是从供应商流入并流出至客户的物料流动。而工厂管理的流动性管理是核心。信息系统的核心作用必须迁就与此。离开了工厂的物料流动、工厂的物料流动管理的信息系统,失去了其应有的价值。
而工厂的物料流动,涉及到销售、采购、生产三个基本环节:销售由CRM承担、采购有ERP中的MRP承担,生产中的核心是工序工单的优化投放,是核心。
就是说,为了保持工厂的流动性,我们需要确定最合适的时间、投放合适的品种、数量的工序工单,可以满足客户的交期需求、同时满足资源效率最大化。
但是,大部分的MES中,并没有具备【详细调度】、【分配生产单元】两个模块,是个确实核心功能的模块。

二、APS算神马?
APS高级计划和排程,正好承担了MES缺失的两个功能:详细调度和分配生产单元,承担了工序工单的优化职能。
APS高级计划和排程,对工序工单的投放,做到了三点:
1、工厂级的计划、排程和优化
一般工厂的计划和排程,是分车间的,有不同的计划和调度人员承担,采用日调度会的机制进行协同,确保生产计划的正确执行。
在一般的工厂场景中,PMC强调的是客户订单的准时交货,较少会考虑生产效率、生产成本等相关问题。车间调度员在考虑订单交期的基础上,会适当考虑车间的作业效率和成本,一切以销售订单的交期为核心展开。
但是,APS高级计划和排程不同,是基于全厂的考虑,而且在考虑交货准交率的基础上,进行在全厂范围的计划、调度和优化,覆盖范围更加宽。
2、工序级的计划、排程和优化
ERP时代,大部分的工厂均是基于车间级的工单进行投放控制,或少量的核心设备或瓶颈点会考虑工序工单的优化。
车间级的优化仅仅可以做到交期维度的优化(需要掌握TOC理论,并采用S-DBR的方式进行投料控制),很难进行设备的产能优化:有限产能、负荷均衡、工单自动分割、生产成本优化等。
而APS高级计划和排程,是对工序工单、全厂级的计划、排程和优化,对产能的高度优化就是APS的本质,更加厉害的是APS是在考虑物料、产能、工艺路线三个约束条件下,在满足销售订单交期优先的条件下,实现的产能优化,成本优化。
3、实时化、仿真化的计划、排程和优化
手工Excel进行车间工单投放时,很难做到计划和排程的实时化,而APS高级计划和排程可以做到实时化。其实时的运算频率取决于APS每次计划的时间:如果每次计算时间是1分钟,则意味着理论上说,一个小时可以进行60次的计划和排程,真正实现动态响应(实际上,我们本不需要进行那么多次的计划和排程,真正下达的生产计划和排程,一般一天一次为最普遍,一天两次的计划和排程,是非常少的了。一天几次的计划和排程,在现实中很少看到)。
APS高级计划和排程另外的一个强大的功能是What-if,可以做非常多的仿真和模拟,来透明化状态改变后的结果:
第一,模拟优化规则调整后的KPI变化
APS高级计划和排程,允许每次排程时间,改变工单下达规则和优化规则(交期、产出和财务指标)和优化规则的组合,模拟KPI的变化,从而判断是否满足我们的期望,选择合适的场景。
第二,模拟销售订单的变化
订单变更、插单是工厂的日常场景,是十分频繁的操作。APS高级计划和排程,可以快速模拟销售订单变更、插单后引起的对其他订单交付造成的影响,从而进行客户的评估。
第三,模拟产能异常的变化
临时停机是生产过程中经常出现的现场,我们并不知晓临时停机会对我们交期有多少的影响:有几个小时订单会影响?影响的幅度有多少?
APS高级计划和排程,可以十分准确、快速(分钟)模拟设备故障引起的对销售订单各种不同的影响:几个订单延误?延误的时间大约是多少?
第四,模拟供应商来料异常的变化
APS高级计划和排程,一般会把物料约束细分到在途、在库、在制三个点。模拟供应商来料的异常,是APS高级计划和排程的一个核心功能。由于考虑了在途物料的到货日作为约束条件,APS高级计划和排程,可以很方便地模拟,因为或交货数量变小、或交货日延误造成的销售订单的变化:几个销售订单会延误?延误的天数会是多少?
上述四个的模拟,手工Excel是无法实现的。
4、结论:
APS是计算工序工单的投放时间,而且是基于工厂级、工序级、实时级的工序工单的投放时间,并做到了交期延误最少、有效产出最大、资源效率最高和生产成本最低的。

三、APS的选择
与MES的情况一下,国内号称APS的也非常多,有个甚至模拟了手工Excel的手工触发的也称之为APS高级计划和排程,根本没有What-if功能,或者What-if功能非常弱。
注:可以参看文章:如何选择一个好的APS(1-7)
APS高级计划和排程选择,最简单的一个选择标准,可以从乙方的人天报价中判断:
第一,实施人天数
如果一个APS高级计划和排程的实施人天,需要300个人天以上,基本可以判断现场需要进行代码开发,则风险是比较大:意味着该APS系统的建模或功能并不完善,需要依据现场情况进行调整。
这样的系统,成熟度相对较低,需要非常小心。
第二,实施人员的配置
实施人员中,如果配置了代码人员,则需要小心。
一般而言,APS高级计划和排程需要与其他系统的互通互联,需要与ERP、MES进行数据库的互联互通。数据库接口的互通互联不需要太大的工作量有几个个人天足够,而且一般是非现场开发为主,现场人天工作量较小。
如果配置了现场的代码人员,意味着可能该APS高级计划和排程,需要按照现场的要求,进行重新建模或配置,其可控性可能会取决于代码工程师对业务的理解,风险有点大了。
四、生产过程的衡量和冲突
既然生产过程是“做买卖”的过程,即首先是实现销售【卖】,然后依据销售【卖】的需求,确定【买】和【做】。
一般在信息系统中【买】和【做】由ERP(企业资源计划)中的MRP(物料需求计划)中实现。当然,ERP的MRP运算,仅仅可以产生车间级的工单,而不是工序级的工单。同时也产生了采购订单和委外订单。ERP的MRP产生的采购订单、委外订单实现了内部车间级的工单与供应商之间的需求关系,并直接与销售订单关联(通过BOM分解),构建起了完整的独立需求(销售)与相关需求(车间级工单、采购订单、委外订单)的系统,同时还构建了厂内的车间级工单、采购订单、委外订单之间的关联关系,实现了内外部需求的统一(所以说,ERP是信息系统的基础平台)。
【卖】必须要通过【买】和【做】来实现,最终必须体现在【做】,而【做】需要实现两个目标:
第一,客户角度:客户服务的最优化
服务最优化,可以通过两个不同的业务模式描述:
A、MTO(订单式)业务场景,可以通过准交率和交货周期的达成率来描述。准交率越高、交货周期越多,表示客户服务水平越高。
B、MTS(备库式)业务场景,可以通过缺货率和补货周期的达成率来描述。缺货率月底、补货舟曲越短,表示客户服务水平越高。
第二,工厂角度:资源效率最优化
资源效率的最优化,可以通过流动资产效率和固定资产效率两个维度来描述:
A、固定资产效率,可以通过固定资产有效产出率来描述。固定资产有效产出率=有效产出/固定资产(可以是净资产,也可以是总资产)。有效产出=销售额-BOM成本。
B、流动资产效率,最简单的表达方式就是库存周转率。库存周转率可以用一个简易的公司获得:库存周转率=当月出运额/当月总库存(采购单价计算,原材料+在制品+产成品)。
对比第一、第二两个指标,我们会马上发现,这是一个非常典型的冲突:
冲突1:高生产效率与高库存周转率之间的矛盾。高的生产效率需要大批量、连续不断低生产,需要高的库存保障。而高库存周转率需要小的加工批量和转移批量,需要快速切换品种,自然效率会受到影响。
冲突2:高准交率和短交期之间的冲突。高的准交率自然需要有足够的缓冲时间来保障,但是短的交货周期意味着响应客户时间变短,管理的难度加大。
冲突3:高准交率与高效率的矛盾。高的准交率意味着,一切以客户的需求(交期)为考量点,必须牺牲作业效率来及时响应客户的需求。但是,高效率又不能及时响应客户的需求,需要对客户需求进行集批来提高效率。
冲突4:短交期与高库存周转率的冲突。短的交期,自然需要用高的库存来做缓冲,而低的库存状态下,实现短交期则缓冲变小,难度极大。
五、冲突解决的利器 -- APS高级计划和排程
以MTO(订单式)业务场景为例,要做到以下生产的运行状态:
1)准交率高
2)交货周期
3)有效产出最高
4)库存周转率高
以传统的模式:ERP或MRP的车间级工单(颗粒度)、Excel进行车间级工单非优化方式来控制生产过程(投放)很难满足的,所有必须要用APS高级计划和排程软件进行工序级工单、全工厂统一、基于DBR的实时、优化投放才可以解决。
六、评估和选型
(一)评估依据
根据以上论述,只有按照工序级工单、全厂统一、DBR(鼓-缓冲-绳)进行计划和排程,才可以做到:准交率高、交货期端、作业效率高、库存周转率低。
1、工序级工单
众所周知,车间级的工单(ERP称之为“生产任务单”、“生产订单”、“工单”)是一个成品分解的结果,是一个比较粗的概念。也是ERP可以管辖到的颗粒度。
2、全厂统一
一般一个工厂至少可以分为以下颗粒度:工厂--车间--班组--机台(产线、个人),一个独立的作业单元,往往是一个机台、个人或产线,只有到了作业的最小单元,系统的优化程度才可以高。
3、DBR
DBR是约束理论(TOC)的独有概念,是瓶颈管理的方法:D-鼓(指瓶颈),B-缓冲(瓶颈需要一定的缓冲来保护生产过程),R-绳(根据缓冲的消耗状态拉动投料,确保缓冲可以保持瓶颈的连续生产)。
同时,TOC认为,工厂是一个完整的系统,是基于物料流动的系统,遵循里特定律【WIP(在制品)=TH(产出率)*CT(生产周期)】,且产出率取决于瓶颈产出率。
(二)评审关键项
【1】基础理论和发展历史
APS起源于TOC理论发明者高德拉特博士的OPT,则意味着如果开发者或APS的创始人没有TOC理论功底,自然其APS不称之为APS了。
精益生产深入到生产的各个环节,JIT的概念自然需要植入到APS中,工序工单的JIT投放自然是必须有的。
排程理论的是基础。TOC和JIT一样,比较少的考虑了排程的问题,都是属于粗的车间级的工单控制方式,而因为工艺属性的不同(可以把工序分为批次加工、单件加工两个大类。批次加工(印染、热处理等)是批量越大越好,而且往往换模或换型时间很长,单件加工),所以需要专门的理论和建模来解决。美国的学者在1967年就出版发行了排程理论,是世界上最早提出、也是最成熟的排程理论。
APS的建模,需要足够多的实例磨炼,意味着时间是一个非常重要的维度,只有长时间的积累、深厚的理论做支撑,APS才可以成熟。
结论1:应用什么样的理论,并是否有足够长的时间积累,是判断是否是一个好APS的依据之一
【2】建模
工厂是物料流动的系统,受到相依性的限制、流动性的制约和变动性的影响。而相依性是需要采用数学建模的方式来描述工厂的实际过程。
用数学方式描述工厂的运行过程,有两种方式:
其一,定制建模方式
针对一个工厂的实例,进行一对一的建模。或者,建立一个初步的模型,然后依据具体的、单个的工厂实例进行修正,并经过多次迭代,以逼近工厂的实际模型。该种方式有点看不见,但是缺点非常明显:周期长、建模精度低。需要耗费大量的实施人天来实现,而且必须经过多次迭代来逼近工厂的实际运行状态。
其二,产品过程模型来建模
工厂的物料流动既然是受限于相依性,则产品必然遵循BOM结构和工艺路线,那么只要将每个产品(成品)的工艺流线描述清晰,并在每个工序上标识资源(主资源、辅助资源等),并把资源的产能(产量)、工作日历、工作时间标识清晰、并确定好每一个工序(每一个)的物料输入和输出关系,这样就可以构建了一个包含物料(起始物料、中间产出、最终成品)、资源(主资源和辅助资源)、工序及工序产能(产出率、工作日历和工作时间)并与订单(动态数据)相关联的数据群,并按照客户满意程度、工厂效率要求进行工序工单投放时间的计算,以确定达到最优解。
自然,建立这个模型的难度在于:
数据量多,物料、库存、工序、工序与资源对应关系、资源对应关系、工序与物料关系等等,五花八门、乱七八糟,没有科学的建模背景知识,根本就不要想搞定。
数据关联关系复杂:不仅量多,而且互相之间的关联关系非常复杂,就是一个转移批量、重叠生产两个参数的关联关系,就足够的麻烦。
结论2:产品过程模型的APS建模方式的,才是成熟的建模方式,可以保障实施周期短、实施风险小
【3】约束条件
工厂的生产运行一定受到约束的。一个好的APS至少要受到三个方面的约束:
其一,产能资源的约束
ERP的MRP是基于提前期的无限产能计算,所以在实际的运行中只能参考而不能精确。而工厂实际的运行过程,必然会受到有限产能的限制,尤其是瓶颈资源的产能限制。所以,只有基于瓶颈资源的产能的生产计划和排程,才是科学的。基于瓶颈资源的排程,在瓶颈前为倒排(JIT),而瓶颈后为顺排(推动,先进先出),确保自制件的顺利流动。
其二,物料的约束
工厂的生产运行必然受到物料的约束。在物料约束中,首先需要考虑的是外购或委外件的约束,意味着,APS排程时,需要考虑在库量、在途量(在途量需要考虑数量、时间两个维度)。在考虑外购和委外的同时,还需要考虑在制品量(数量、时间、转移批量、重叠加工、产能约束等)的开工和完成等不同因素,确保最终产品的产出满足客户服务需求和工厂运行的效率要求。
其三,工艺路线和加工路径的约束
在具体的生产环境中,不仅仅是一个工艺路线,可能会有一条或多条工艺路线,其加工路线更是无数。尤其是,在印染、热处理、锻压、冲压、线材加工等工艺环节中,需要将加工批量与设备的加工量进行匹配、不同的订单负荷与设备产能匹配,以确保工序成本总和的最优化,
结论3:只有同步考虑“产能”、“物料”、“工艺路线”三者约束条件的APS,才是完整的APS
【4】优化规则
按照以上讨论,生产运作过程的目标是:准交率高、交货周期短、资源效率高、库存周转率高。要达成上述的目标,需要进行工序工单投放的优化,如何优化是关键问题了。
其一,优化的基础条件
根据以上讨论,工厂中有物料、工序、资源三种最基本的因素,要资源效率高,自然是要依据物料和工序与资源的对应关系来做优化。
结论4:如果可以根据“物料分组”、“工序属性”与资源的产出关系来做优化的,肯定是一个好的APS产品
其二,优化项目的科学性
工厂的优化总目标是4项:准交率高、交货期端、作业效率高、库存周转率低。细分这些项目,其大类有三个:
第一,是交货期
第二,产出和产量
第三,是成本和费用
细分优化栏目是一个高级的专业技术,不是一个非专业人员可以搞定的,或许很多人员连这些专业名词都不清楚。

结论5:优化目标项明确的APS是好APS
其三,配置型 Vs 定制型优化
大家知晓,一个工具只有长时间的使用,才可以围绕这个工具的特征,进行持续的改善和提高,而且工厂的持续改善没有止境(根据工厂物理学的描述,绝大部分的工厂都在非常差的状态下运行,远远没有达成最优状态运行),所以持续改善是关键。配置型优化,是工厂可以基于本身的业务特征、产品组合、资源的状态进行即时的调整,并进行KPI对比,以逐步达到最优的状态。
定制型的优化正好相反,确定初始的优化状态后,不能依据工厂运行状态的变化而持续优化,需要APS供应商上门服务,即时性和持续改善均比较差。
结论6:配置型优化可以实现即时优化和KPI比较,实现持续优化
【5】计划和排程功能
其一,工序工单释放规则
离散型制造业的计划策略,基本是“追逐式”策略,是或基于销售订单的交货日期(MTO场景)、或基于库存的目标水平(MTS场景)。其工单的投放方式有三种:
基于物料可得性的顺排,即有物料就开始投料生产。
基于交货日期需求的倒排,即需要投料的时候才生产。
基于瓶颈的前推后拉模式(DBR),在瓶颈前倒排,确保瓶颈产出率,瓶颈后顺排,确保物料顺畅流动。
三种方式中,DBR的排产(计划和排程)是最优的,不浪费瓶颈的产能,也不积压库存,确保了生产效率和库存周转率的平衡。
但是,在很多场景下,瓶颈的浮动的而非固定,这样就造成了实际生产的困难。所以一个优秀的APS软件,在固定瓶颈场景采用DBR方式,在浮动瓶颈场景用JIT(倒排、有限产能、自动平衡产出)方式实现效率和库存的优化。
结论7:只有具备顺排、倒排、瓶颈排程的APS软件,才是成熟软件
其二,便捷的排程处理
标准的一个排产过程如下:
→①建立工厂实例模型
→②导入动态数据
→③生产一组假定(设置排产条件)
→④生成初步排程
→⑤手工调和优化
→⑥生产现状确定和排程确定
→⑦发布和执行,直到下一次排产触发。
一般而言:
①、②是系统完成的③、④、⑤是需要动态调整的,⑥是在系统辅助下人工判定、⑦是系统完成(APS与MES对接,发布至MES即可)。
所以,③、④、⑤、⑥项的处理,成为判断一个APS的重要依据。
便捷的排程处理,可以考虑三点:
第一,缓冲设置
可以便捷地设置缓冲位置、缓冲大小的是好的APS,需要考虑因素如下:
库存缓冲:是否可以根据工序位置、工序的投入和产出设置库存缓冲(安全库存和最高库存)?
资源缓冲:是否可以根据资源位置、资源的状态设置缓冲(工厂整体和单个资源设置缓冲及缓冲大小)?
结论8:可以方便设置库存缓冲、时间缓冲的APS,是好的APS
第二,工序工单处理
是否可以工序工单资源的锚定和时间的锁定?,是否可以并批和拆批(尤其是依据资源的加工量自动拆分匹配)?是否可以资源甘特图的拖拽?
结论9:只有实现工单锚定/锁定、并实现拖拽的APS,是真的APS
第三,资源处理
配置型的APS必然适应多种工厂的实际场景:流程性、离散型和半流程/离散型场景,而在流程性、半流程/离散性场景中的“罐”的处理是一个十分典型的。
APS的资源处理中,还需要处理“有限产能”、“无限产能”。工厂内部的资源往往是有限产能的,而且有限产能的资源,还往往有“主资源”、“辅助资源”组成,而且辅助资源往往不仅仅是一种,而是多种。比如注塑场景,有的场景主资源是注塑机,更多的时候是注塑模具和注塑工。在大型机械设备制造场景,可能总装的工位、总装钳工是主资源,是重要的约束资源。
工厂中往往会有委外的场景,尤其是涉及到电镀、电泳等表面处理的,更是需要委外来解决的。而委外的场景,一般是通过设置无限产能+委外前置周期的方式来模拟。
结论10:可以实现多产能资源的优化的APS是好APS
【6】APS高级功能
其一,单工厂/多工厂/单用户/多用户
APS高级计划和排程,从供应链覆盖程度区分,分为基于供应链的APS和基于工厂的APS。基于供应链的APS,其重点在计划短,保证工厂不缺料;基于工厂的APS,是基于工厂确定订单环境下的计划和排程。工厂需要基于管理的目标、范围选择合适的APS产品和供应商。
基于工厂的APS,也区分为单工厂、多工厂的。一般而言,多工厂的排程其难度远远超过单工厂的,不仅资源数量更加多、开放的工序工单更加多,其约束的程度和协同的难度更加大。
结论11:多工厂的APS难度更大,要求更高。
APS高级计划和排程,还有单用户和多用户之分。单用户的APS,仅仅一个可以操作和查看。如果其他用户需要模拟操作或查看,或远程登录客户端、或用发布的数据进行MES报表处理后查看,显然使用的便捷程度受到较大的影响。
多用户的APS,一般设置为一个主排程员,控制整个工厂的排程,其余的用户,可以实时登录和查看生产计划和排程、生产进度的状态,以即时了解生产现状。
结论12:多用户的APS是成熟的APS,用户的便捷程度高
其二,What-if
APS的应用场景为“高变动性”、“高复杂性”场景,低变动性、不复杂的场景用Excel或MES中定制一个模块即可。在高变动性的场景,一般需要两个基本功能:
第一,CTP(可承诺交期)
所有的订单式(MTO)的业务场景,都会碰到一个具体的问题:客户在下达一个订单前,需要工厂确实是否可以交货?或可以按照何种日程交货?尤其在插单、急单的情况下,这个问题变得非常突出。
一个优秀的APS软件,可以即时拷贝一个实例数据,进行新增销售订单的交期模拟,快速回复客户:是否可以在客户规定的日期内交货?不能交货时,延误多少天(最终交货日)?
结论13:CTP是APS的标准功能,没有CTP就不是APS
第二,KPI模拟
工厂的运行是一个持续改善的过程,我们需要不断地改变交期、产出和财务指标的优化项组合,来实现在迁就客户服务水平(准交率高、交货期短)的情况下,实现资源效率最大化和产出最优化。
所以,一个优秀的APS软件,可以依据拷贝的一个实例数据,并通过改变交期、产出和财务指标的优化项,模拟出工厂运行的KPI指标,以实现持续改善。
结论14:经过交期、产出、财务指标的优化,可以进行KPI指标模拟的APS产品,是好产品
第三、异常模拟
工厂是一个“供应商→工厂→客户”的物料流动过程,这个过程中必然会受到双向的“牛鞭效应”的影响:
客户需求的变化,对产能和供应商的影响
供应商的异常,同样对产能和客户需求造成了影响
产能的变化,对供应商的供应、客户的需求均产生了影响。
一个好的APS软件产品,分别或综合地对“客户订单需求变化”、“工厂本身产能变化”、“供应商来料变化”进行模拟和分析,确定这种或多种的变化,对未下达的工序工单、销售订单造成了那些影响、影响的幅度有多大、对工厂的KPI有多大的影响等等。
结论15:只有充分的异常模拟分析的APS软件,是好软件
【7】集成和引擎
其一,集成
数据库技术的应用至今已经十分成熟,一般而言一个好的APS系统其数据必然储存于与数据库中,需要计算时下载到内存中计算。APS的数据分为两种,一种是导入数据,一种是发布数据:实现以下的运算逻辑:
导入数据库(动态或静态数据)→APS计算引擎(优化规则)→发布数据库(排程结果)。尤其是导入数据,因为数据来源杂(ERP、MES或Excel),有数据库时,其数据处理的便捷程度会更加好。
结论16:配置合理的数据流转逻辑,方便集成的APS是好APS
其二,引擎
APS的计算量十分巨大,以一个常见的印染工厂为例,其需要计算量为:开放的车间级工单量约1500条、工序数量约15个、资源数量约300个、物料编号约20,000个、颜色编码约300,000个,需要优化的项目约6-10个(温度与换缸时间、颜色与换缸时间等)、批次管理等,如果没有好的计算引擎,其运算时间会很慢。
由于工厂是一个相依性的环境,属于建模运算,只能是单线程的计算,不仅对硬件的依赖程度较高,更是需要优秀的数学建模、算法和程序设计,才可以保证。而且APS需要十分稳定,不得有大异常,否则就是生产停产一条路。
结论17:快速的运算速度是APS高水平引擎的直接体现,引擎的稳定、可靠是重要的衡量指标
七、结语
1、工厂的本质是物料的流动,物料流动受到相依性限制、流动性制约和变动性的影响。
2、工厂管理的本质是物料的流动性管理。是【做、买、卖】,其逻辑是【卖】是独立需求,【买】和【做】是相关需求,其中【做】的核心是【工单】的投放。
3、工厂的运行需要从外部“客户服务水平”来衡量:准交率高、交货周期短、缺货率低、补货周期短。也需要从内部“资源效率”来衡量:资源效率高、库存周转率高、有效产出高、成本和费用低。但是外部指标之间、内部指标之间、外部和内部指标之间是冲突的,手工无法优化,需要APS软件工具基于工序工单、全厂统一和基于瓶颈资源来进行优化。
4、选择一款好的APS软件,是实现“在迁就客户服务水平下,实现工厂产出和收益最大化”的唯一手段。选择一个好的APS软件,需要从以下六个维度考虑:
其一,是理论基础和发展历史
TOC(约束理论)、JIT(准时化生产)、TOS(排程理论)是APS的基础支撑理论,不掌握以上理论的APS软件,应该说是“伪”APS软件。
另外,APS需要长期的实践和理论的结合,短期和不长时间的APS产品,其成熟度有待考证。
其二,建模
定制、半定制的建模存在周期长和精度低的缺陷,只有基于产品过程模型的建模方式,是快速、准确仿真工厂实例的最好办法,也是最短时间、最高精度的办法。
其三,约束条件
工厂运行是在一定的预算约束下的,不是无限制的资源应用。只有充分考虑物料、产能、工序三个基本约束,并建立相互的制约关系的APS软件,才是一个成熟的、可执行的软件。
其四,优化规则
工厂的运行是物料、工序和资源协同的过程,促进物料的流动,所以只有将物料、工序与资源的完美结合,才是优化的本质。
而且可以根据工厂运行的最终目标:迁就客户服务水平下的资源效率和产出优化。其优化目标项,可以是标准化项目的权重、优化项目的组合来实现,并需要便捷地设置和调整,以实现持续改善。
其五,计划和排程
计划和排程是两个目标不同的管理动作,也是互相影响的管理过程。排程的规则、工单处理、资源处理、缓冲的设置等等均对计划和调度员会有明确的影响。便捷的处理方式和排产结果呈现,可以方便地协助主计划员(调度员)实现科学的计划和调度,从而大大提高生产效率和客户满意度。
其六,高级功能
多工厂、多用户、高速MRP、What-if等功能,可以实现工厂计划和调度的导航控制,以增加工作运作的科学性和透明度,确保工厂按照科学的方式运行,
其七,集成和引擎
智能制造系统是一个集成化的系统,APS需要与ERP、MES等其他信息系统的集成,与ERP和MES不同的是,APS是一个功能性大于管理型的软件,是确定工序工单投放这个单一功能的软件,其集成性是一个重要的考虑点。同时,因为运算的数量巨大,运算速度对可使用性的影响较大,运算速度快是另外一个重要的考虑点。
总之,智能制造是趋势,智能制造是未来已经成为制造业的普遍共识,而工厂运作中的核心点是生产计划和排程。生产计划和排程中,工序工单的投放是确保客户服务水平高、资源效率和产出高的核心。且且APS就实现了这样一个功能,从这点上说,APS是信息系统中的核心子系统,是实现高服务水平、高效率和产出的不二之选。
_arjoTyNaWwHx.jpg?x-oss-process=image/quality,Q_80)

1688事业部【杭州】招聘物流业务运营;供应链选品中心运营;供应链产品高级专家;供应链负责人
4041 阅读
招商局港口集团2024校园招聘物流管理等相关专业
3677 阅读
盒马招聘店仓经理-全国;供应链计划(高级)专家-S&,高级服务体验专员(物流)-上海
3521 阅读中国南山集团2024届校园招聘物流管理类岗位
3071 阅读建发股份:2023年供应链业务营收5933.7亿元,净利润39.53亿元(附年报下载)
2731 阅读京东2024春招网申倒计时7天:物流质量改善与管理-北京/上海;物流运营,采销(电商运营)-北京
2439 阅读菜鸟招聘ICQA-广州龙穴岛、嘉兴;质量控制-杭州;经营分析-佛山高明、东莞;服饰线培训专员-肇庆;跨境小包商务拓展-深圳
2360 阅读顺丰招聘冷运产品管理专员-南宁;储备网点负责人-南京、郑州;储备片区负责人-南通等;运力资源管理专员-海口;仓储管理经理-上海
2235 阅读京东实习生招聘采销(电商运营)-北京上海等
2236 阅读中国建材2024春招物流、采购等岗
2112 阅读







粤公网安备 44030402005698号









_b8tQE9cWYBfC.png?x-oss-process=image/quality,Q_80)









